















 第1年
第1年






 那坡縣抽瓦斯用Q345R直縫鋼管到廠結
那坡縣抽瓦斯用Q345R直縫鋼管到廠結
 確山縣Q490C鋼結構直縫鋼管振達出
確山縣Q490C鋼結構直縫鋼管振達出
 新化縣S355JR打樁用直縫鋼管試驗方
新化縣S355JR打樁用直縫鋼管試驗方
 四會市Q345qD3PE防腐直縫鋼管出貨
四會市Q345qD3PE防腐直縫鋼管出貨
 南丹縣Q390B鋼結構直縫鋼管據統計
南丹縣Q390B鋼結構直縫鋼管據統計
 合浦縣Q620B打樁用直縫鋼管質量穩定
合浦縣Q620B打樁用直縫鋼管質量穩定
 靈山縣化工Q245R直縫鋼管特殊處理
靈山縣化工Q245R直縫鋼管特殊處理
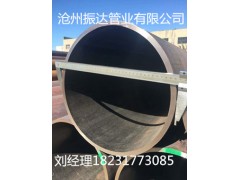
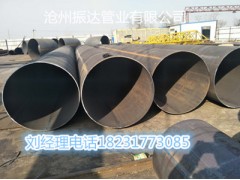
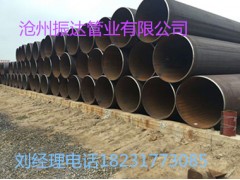
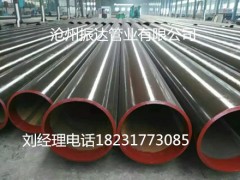
打樁用Q345C直縫鋼管發往廣西在鋼管成型過程中 ,鐮刀彎和波浪形會引起帶鋼的跑偏或翻轉 ,簡單使鋼管焊縫發生搭焊 ,影響鋼管的質量。鋼帶的啃邊 (即鋼帶邊緣呈現鋸齒狀高低不平的景象 ) ,通常呈現在縱剪帶上 ,發生原因是縱剪機圓盤刀刃磨鈍或不尖利形成的,前言無論是直縫埋弧焊管(LSAW)還是螺旋縫埋弧焊管(SSAW),對其焊接質量的評價,首先是看內、外焊縫的余高及其形狀控制得好不好,焊縫流線是否規整等。焊縫余高大且不是圓滑過渡(即轉角半徑小),則焊縫焊趾部位的應力集中系數大,對抗SCC不利。此外,外焊縫的余高大,會給管子的防腐作業增加難度,成本增高;內焊的余高大,則對管道輸送介質的摩擦阻力大,管輸耗能也就大。因此,在生產埋弧焊管時,必須控制內、外焊縫的余高。API 5L標準中規定的焊縫余高只是低標準,而油氣輸送管線和海洋用管均將焊縫余高控制在2.5 mm以下。

買家還在看
 244.5石油套管339.7石¥5300.00/普通
244.5石油套管339.7石¥5300.00/普通
 177.8石油套管244.5石¥5300.00/普通
177.8石油套管244.5石¥5300.00/普通
 湛江貨代拖車公司|廉面議
湛江貨代拖車公司|廉面議
 單水管側縱向抗震支架面議
單水管側縱向抗震支架面議
 廠家供應不銹鋼電纜橋面議
廠家供應不銹鋼電纜橋面議
 海南機場報關行|海口面議
海南機場報關行|海口面議
 海口進口貨代公司|三面議
海口進口貨代公司|三面議
 海南進口貨代公司|洋面議
海南進口貨代公司|洋面議
 1045易切削鋼圓棒鋼材面議
1045易切削鋼圓棒鋼材面議









 手機圖頁網
手機圖頁網



